
水素脆化はほとんど予測不可能であり、それを回避するための努力は、部品の特性とその後の製造プロセスを決定するために設計段階で開始する必要があります。
製造プロセス中の水素の生成とファスナーによる水素の吸収を回避すると、製造プロセスからの水素脆化障害のリスクが排除されます。 環境腐食による水素脆化は、水素を生成しない表面処理方法を適切に選択することで回避できます。
可能なソリューションには、
・機械的な亜鉛メッキ
・亜铅アルミニウムコーティング
水素脆化は、高強度ファスナーでのみ発生します。 アプリケーション条件が許せば、320HVより低いファスナーを選択してみてください。
条件が許せば、酸洗いを避け、避けられない場合は、酸洗いの浸漬時間を最小限に抑える必要があります。 酸洗い溶液は常に阻害剤成分を含むべきである。 高強度のファスナーを使用する必要があり、製造工程で水素を完全に除去できず、酸洗いや電気メッキなどの水素がファスナーに吸収された場合、その後の脱水素ベーキングプロセスが重要になります。
高強度の電気メッキ留め具の場合、水素脆化のリスクを減らすために、電気メッキの直後にベーキングを行うことができます。 ガイダンスについては、ISO4042 (ファスナー用メッキコーティング) を参照してください。 ベーキングの目的は、できるだけ多くの水素を除去し、残りの水素を表面から分散させることである。 応力集中効果のために、ファスナーの表面は通常非常に応力がかかる。
高強度ファスナーを電気メッキするときは、電気メッキ後4時間以内に焼く必要があります。 基本的に、電気メッキ後のベーキングが早く完了するほど、処理の効果は良くなります。 典型的な操作は、ファスナーを200〜230 ℃ の温度に2時間〜24時間保持することである。 繰り返しますが、大まかに言えば、長いほど良いです。 メッキ後4時間以上ベーキング操作が遅れると、ファスナーが修復不可能な損傷 (マイクロクラック) を受けている可能性があります (ファスナーには、水素を高応力領域に移動させる局所的な残留応力がある可能性があります)。
残留応力のあるファスナーの場合、ファスナーの残留応力により、ファスナーの表面近くの水素が表面欠陥部位、介在物、障害などの応力領域に分離するため、ベーキング時間は特に重要です。および潜在的な脆化領域。
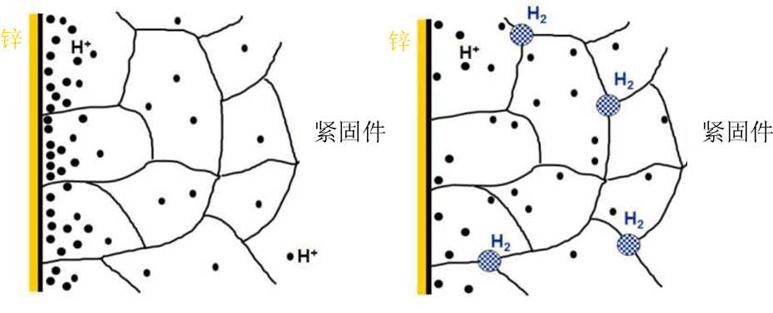
図4: 水素除去前 (左) と後 (右) の分布
ファスナーのテスト方法は、ISO15330「水素脆化-平行ベアリング表面法を検出するためのプリロードテスト」によって定義されています。
ボルト型ファスナー水素脆化検査方法
プリロードテストは、適切なテスト器具で実行する必要があります。 図2および3に示されるように、ファスナーによってもたらされる応力は、その降伏点内または故障トルクの範囲内にあるべきである。 トルクは、ナット (またはボルト) を一致させるか、ネジ付き鋼板を回して、対応するファスナーに必要な応力が降伏点内にあることを確認することによって適用できます。破壊トルク範囲内の他のローディング方法および固定具も許可される。 応力またはトルクは、少なくとも48時間維持する必要があります。 24時間ごとに、ファスナーを最初の応力またはトルクに合わせて締め直し、水素脆化によりファスナーが損傷しているかどうかを確認する必要があります。
タッピングと自己押し出しファスナーの水素脆化検査方法
プリロードテスト方法はセクション2.1と同じで、関連するテスト器具は鋼板です。 スチールプレートを保護するために、スクリューヘッドの下に300HVの硬度定格のワッシャーを使用できます。 鋼板の最小厚さはldで、他のすべての要件はボルト、ネジ、スタッドと同じです。
ガスケット
ファスナーの水素脆化検査方法いくつかのスプリングワッシャー標本は、同じ公称直径のねじとスプリングワッシャーのボルトに取り付けられています。 平らなワッシャーを使用して、スプリングワッシャーを互いに分離します。 フラットワッシャーの硬度は、スプリングワッシャー標本の硬度よりも大きくなければならず、その最小硬度は40HRCです。 円錐形の弾性ワッシャーはペアでテストする必要があり、スプリング (性的) ワッシャー標本が完全に平らになるまでアセンブリを締める必要があります。
同じバッチ内のすべてのサンプルが、割れ目や目に見える亀裂なしでテストに合格した場合、バッチ材料は認定されます。 ただし、水素脆化試験に合格すると、潜在的なリスクが減少するだけであることに注意することが重要です。
メッキプロセスによる水素脆化損傷の問題を回避するために、ファスナーメーカーは、低水素洗浄や低水素メッキの使用など、水素脆化の問題を回避する方法を模索しています。これは、水素との接触の可能性を減らすことを目的としています。 設計では、水素脆化感度に対する材料強度の影響を十分に考慮する必要があり、強度レベルを可能な限り下げる必要があります。 処理のプロセスでは、部品の表面の機械的損傷をできるだけ避ける必要があります。低水素脆化電気めっきプロセスを採用する必要があります。必要に応じて、非水素脆化亜鉛-アルミニウムコーティングおよびその他の腐食防止表面処理方法を使用する必要があります。 電気めっき後、水素を厳密に除去するために合理的な水素駆動プロセスを採用する必要があります。 現在、水素脆化の問題を完全に排除することはできませんが、新しい材料の開発により、低コストの表面処理の代替品が問題を完全に解決するための画期的なものになる可能性があります。





 中文
中文 English
English 日本語
日本語 한국어
한국어 français
français Deutsch
Deutsch Español
Español italiano
italiano русский
русский português
português العربية
العربية Türkçe
Türkçe ไทย
ไทย





